

Nous avons vu le mois dernier que, de la naissance de l’enregistrement et de la reproduction sonore à la fin des années 1930, la méthode utilisée était essentiellement mécanique, ce qui posait de nombreuses contraintes et limitait grandement la qualité sonore obtenue. L’arrivée du tube thermoionique et du haut-parleur électrodynamique furent les facteurs déterminants dans la quête d’une reproduction réaliste. Un autre élément majeur fut l’apparition des premiers microphones qui permettaient de transformer l’onde acoustique en signal électrique. Il devenait désormais possible de se libérer complètement des importantes limitations posées par les cornets qui servaient à la captation et à la reproduction, en particulier les inévitables et nombreuses résonances d’un tel système.

La table était désormais mise pour faire les premiers pas vers la Hi-Fi, mais par où commencer pour étudier les développements qui allaient suivre ? Qu’il soit de laque ou de vinyle, le disque est le seul élément à être demeuré en utilisation des débuts de la commercialisation jusqu’à nos jours, il mérite donc certainement qu’on lui fasse l’honneur d’ouvrir le bal. Il a franchi de nombreuses étapes depuis son introduction, de l’ère purement mécanique à la période numérique, et des standards ont été institués afin d’en garantir l’universalité et la performance, mais sa méthode de fabrication est demeurée essentiellement la même. Examinons-en donc les éléments principaux utilisés pour en arriver au produit fini

Maintenant qu’un facsimilé électrique de l’onde sonore était disponible grâce aux microphones, les faibles signaux qu’ils émettaient pouvaient être amplifiés à un niveau suffisant pour attaquer une tête de gravure. Cette dernière est essentiellement une version grand format et à haute puissance d’une cellule de lecture, où deux petites bobines mobiles (dans le cas d’une tête stéréophonique, mais une seule pour une tête monophonique) sont reliées mécaniquement à une pointe de gravure qui viendra tracer une représentation physique du signal audio sur la surface d’un disque.
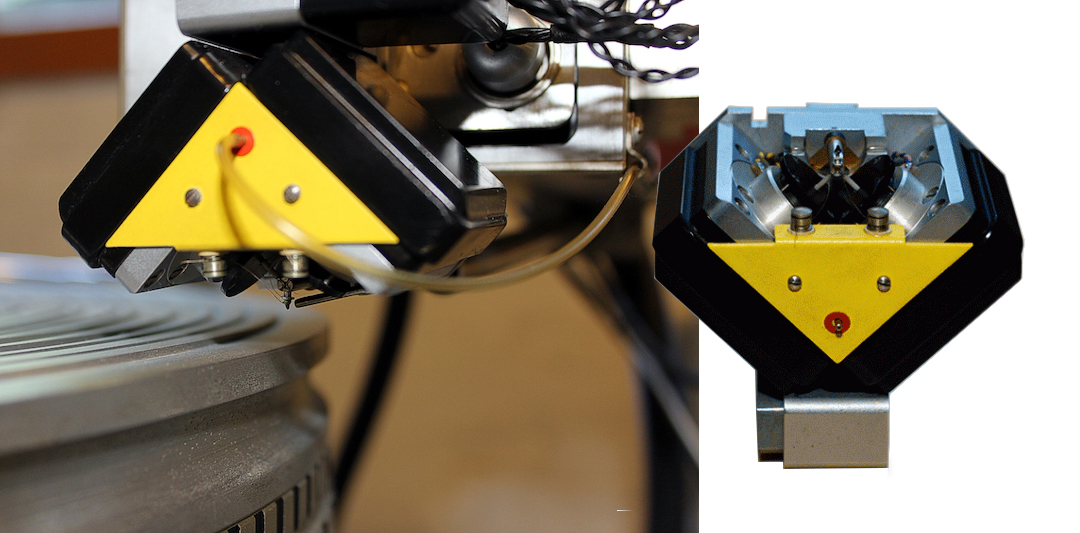
La tête de gravure est montée sur un chariot se déplaçant de façon tangentielle au disque à graver, qui lui est posé sur un plateau rotatif. Cet ensemble, incluant un amplificateur de puissance pour attaquer la tête de gravure, ainsi que diverses commandes et cadrans, forme le tour à graver qui servira à produire des matrices (master disc). On peut facilement reconnaître dans la photo qui suit une version géante et très massive d’une table tourne-disque à bras tangentiel.

Le support servant à la gravure est un disque métallique sur la surface de laquelle on a appliqué une couche de cire ou de laque selon l’époque. Le disque est placé sur le plateau rotatif et tenu en place à l’aide d’une pompe à vide qui crée une succion et empêche les glissements qui pourraient être produits par la force requise pour tracer le sillon.
Avant la mise au point des magnétophones à ruban, tout enregistrement devait se faire directement sur le tour à graver par un processus que nous appelons aujourd’hui Direct to disc, ce qui signifie que la performance était captée sur le vif et sans aucun montage possible. Le signal recueilli par un ou plusieurs microphones était équilibré et traité par le preneur de son, puis envoyé à la salle de gravure où l’opérateur du tour devait s’assurer que tous les paramètres d’enregistrement étaient respectés. Si tout se passait bien, la matrice ainsi gravée était mise de côté pour éventuellement servir au pressage, mais il y avait encore plusieurs étapes à franchir si on voulait pouvoir produire un nombre important de disques.
Même si la surface de la matrice maîtresse originale permettait de presser des disques, le résultat serait inutilisable car on obtiendrait alors un négatif qui serait illisible par une table tourne-disque, un sillon étant le résultat de deux sillons adjacents originaux. Il faudra d’abord fabriquer par un processus d’électro-placage une matrice de pressage (stamper) qui sera une copie exacte de l’original, mais en négatif afin de produire une image positive des sillons lors du pressage. Chaque matrice servira à presser environ 1 000 disques. Si un nombre plus important est requis, il faudra créer de nouvelles matrices de pressage. De plus, il était autrefois pratique courante de fabriquer, par une étape supplémentaire d’électro-placage, des matrices filles à partir de la matrice mère et de les fournir à différents marchés afin d’en faire des matrices de pressage. Ces étapes subséquentes altéraient inévitablement le résultat final, et c’est en partie pour cette raison que les disques importés du pays d’origine de l’artiste avaient tendance à être de meilleure qualité.
L’étape suivante est le pressage lui même. La presse chauffée à haute température reçoit deux matrices de pressage, une pour chaque face du disque. Une pièce chaude de laque ou de vinyle (selon l’époque) appelée biscuit est ensuite placée sur la matrice du bas. La presse est alors fermée et une pression d’environ 100 tonnes écrase le vinyle et le presse dans les moindres crevasses des sillons. Le disque obtenu est ensuite laissé à refroidir avant d’être glissé dans son enveloppe.

Voilà pour la méthode, mais de nombreuses subtilités ont dû être imaginées avant d’en arriver à une qualité de reproduction valable.
Le premier problème rencontré à l’origine fut la nature même du son qui est caractérisé par un niveau d’énergie décroissant lorsqu’on se déplace vers le haut du spectre audio. Le résultat était que le débattement de la pointe graveuse était très grand dans le grave, créant un sillon très large et limitant la durée d’enregistrement. Dans l’aigu par contre, la faible amplitude de la modulation faisait que le signal se retrouvait noyé dans l’inévitable bruit de surface du disque, résultat d’un processus de fabrication complexe où chaque étape ajoutait ses inévitables imperfections. La solution simple était de réduire l’amplitude des graves et d’augmenter celle des aigus, mais chaque fabricant avait sa méthode et le résultat sonore était imprévisible et plus ou moins acceptable.
Pour cette raison entre autres, la Recording Industry Association of America (RIAA) fut créée en 1952, avec comme mandat d’établir des standards qui seraient appliqués par tous les manufacturiers. En plus de déterminer des dimensions normalisées pour les disques, ils précisèrent la largeur maximale du sillon et ils développèrent une méthode pour optimiser la performance du système et améliorer la qualité de reproduction, ce qu’il est convenu d’appeler la courbe RIAA.
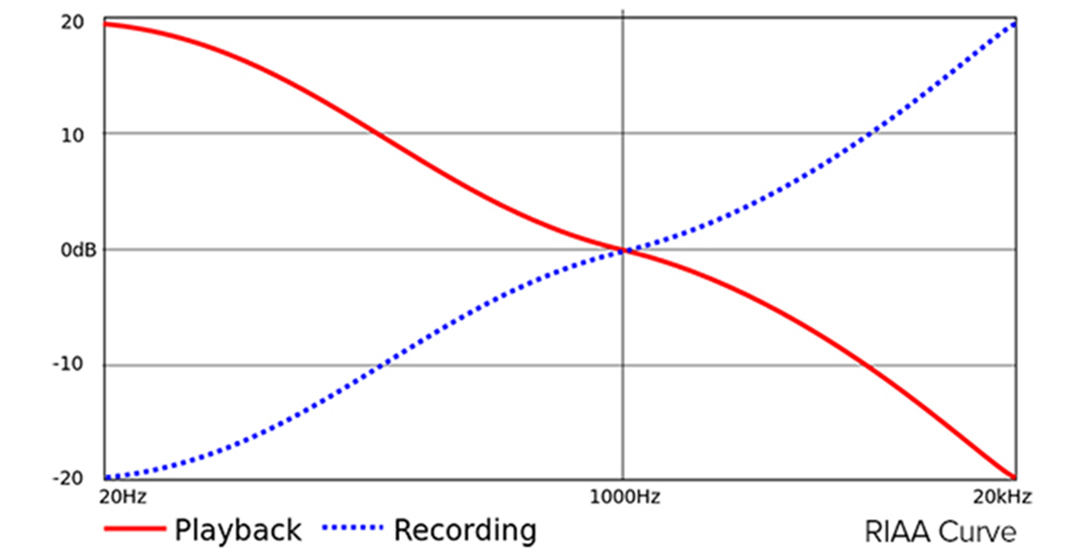
L’idée était de créer des courbes standardisées et complémentaires pour la gravure (en pointillé bleu sur l’image précédente) et la reproduction (en rouge). Le point central de la courbe est à 1 kHz, et le gain varie de 40 db sur les 3 décades couvrant le spectre audio (20 Hz à 20 kHz), soit un rapport de 100 à 1. À la gravure de la matrice le niveau des basses est donc réduit afin de ne pas dépasser la largeur maximale du sillon, et les aigus sont amplifiés de façon à couvrir les bruits de surface dans la mesure du possible. À la reproduction, une égalisation complémentaire est utilisée afin de recréer une réponse en fréquence linéaire. Simple n’est ce pas ? Non, pas vraiment…
Le circuit requis pour créer la courbe voulue est composé de trois ou quatre résistances et de deux ou trois condensateurs qui sont habituellement introduits dans la boucle de contre-réaction d’un étage d’amplification. Même en utilisant des composants ayant une précision de 1 %, on peut obtenir des erreurs de l’ordre de 10 % dans les pires cas, d’un bout à l’autre de la chaîne, sans compter les variations de phases complexes que ces circuits viennent introduire dans le signal. Un autre point non négligeable était l’amplification par un facteur de 20 db des vibrations de très basse fréquence produites par la mécanique des tables tourne-disque, forçant les manufacturiers à augmenter la précision de fabrication, et augmentant le problème de contre-réaction acoustique (feedback).
Malgré ce scénario parsemé de bémols, le résultat obtenu était tout de même impressionnant par rapport à ce qui se faisait précédemment. Les tours à graver devenaient plus précis grâce à l’introduction d’une boucle de contre-réaction, les fabricants tentaient d’optimiser la performance en ajoutant leur touche personnelle, comme par exemple Decca-London avec leur système Full Frequency Range Recording (FFRR), et la qualité des appareils de lecture allait en s’améliorant. Tout allait apparemment pour le mieux dans le meilleur des mondes.
On se revoit dans un mois avec la suite de l’histoire du disque, alors que nous parlerons de la mystérieuse question des vitesses de rotation, de l’arrivée du microsillon et des limitations du média.
À suivre…
> > > Cliquer ici pour consulter de début « Un peut d’histoire », bonne lecture.
